GN Separation is pleased to announce that it will participate in the Asiawater 2026, one of the most influential water and wastewater industry exhibitions in Southeast Asia.
The exhibition will take place from April 7 to April 9, 2026, at the Kuala Lumpur Convention Centre.
GN Separation warmly welcomes visitors, partners, and industry professionals to meet our team and learn more about our solid-liquid separation solutions.
Exhibition Details
-
Event: Asiawater 2026
-
Date: 7–9 April 2026
-
Location: Kuala Lumpur Convention Centre
-
GN Booth: Hall 6, Booth B602
At the exhibition, GN Separation will introduce its decanter centrifuge technology and separation solutions widely used in wastewater treatment, industrial sludge dewatering, and other environmental protection applications.
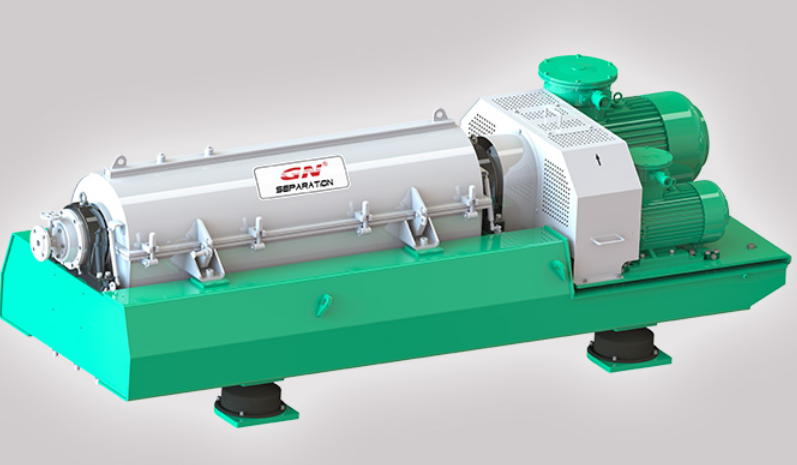
GN Decanter Centrifuge for Industrial Solid-Liquid Separation
The full name of the decanter centrifuge is the horizontal screw decanter centrifuge, which is a widely used piece of equipment in the field of industrial solid-liquid separation.
According to the characteristics of materials in different industries, GN decanter centrifuges can be divided into three main types:
-
Dewatering decanter centrifuge
-
Separation decanter centrifuge
-
Clarifying decanter centrifuge
With the integration of centripetal pump technology, GN decanter centrifuges can also achieve three-phase separation of liquid–liquid–solid, making them suitable for more complex industrial processes.
GN Decanter Centrifuge Types and Applications
T Series – Dewatering Type
-
Beach Angle: 8.5°
-
Typical Application: Solid dewatering
The T series dewatering decanter centrifuge is mainly used to remove liquid from solid materials. It is suitable for materials with:
-
Large particle size
-
High density difference between solid and liquid
-
Low viscosity
-
High concentration
-
High processing capacity
This type is widely used for sludge and wastewater treatment. When fine particles are present, flocculants are typically added to form larger aggregates before dewatering with the centrifuge.
Y Series – Separation Type
-
Beach Angle: 15°
-
Typical Application: Balanced separation performance
The Y series separation decanter centrifuge combines the advantages of both the T series dewatering type and the C series clarifying type.
It is designed to achieve both:
-
Good liquid clarity
-
Relatively dry solid discharge
This series is particularly suitable for fine and soft materials that are difficult to separate, especially when materials have:
-
Small particle size
-
Small density difference between solid and liquid
-
High viscosity
-
Low solid concentration
C Series – Clarifying Type
-
Beach Angle: 20°
-
Typical Application: High liquid clarity
The C series clarifying decanter centrifuge is designed for processes where high clarity of the liquid phase is the primary goal.
It is commonly used for materials that:
-
Have very fine particles
-
Have small density differences between phases
-
Require high-quality clarified liquid
LWS Series – 3-Phase Decanter Centrifuge
-
Application: Solid–liquid–liquid separation
The LWS series 3-phase horizontal decanter centrifuge is designed for processes that require simultaneous separation of solids and two immiscible liquid phases.
Typical requirements include:
-
Solid phase heavier than the liquid phase
-
Two liquid phases with different densities
-
Liquids that do not mix with each other
This design is widely used in industries such as oil processing, waste oil treatment, and food processing.
GN Manufacturing Quality and Technology
As a professional manufacturer of decanter centrifuges, GN Separation places strong emphasis on product reliability and long-term operational value for users.
Key manufacturing features include:
-
High-quality stainless steel materials produced through centrifugal casting or forging
-
Hard alloy protection applied to wear parts to improve durability
-
Advanced CNC machining equipment, including CNC lathes, CNC machining centers, and gantry milling machines to ensure high machining precision
-
High-speed dynamic balancing, allowing the screw and bowl to be balanced at actual operating speeds
These processes help ensure stable operation, reduced vibration, and longer service life of GN centrifuges.
Global Applications
GN decanter centrifuges are widely used in industries such as:
-
Wastewater treatment
-
Oil and gas drilling waste management
-
Mining and mineral processing
-
Food and rendering industry
-
Chemical processing
Today, GN products have been exported to more than 60 countries and regions worldwide, gaining strong recognition from customers for their performance and reliability.
Meet GN Separation at Asiawater 2026
GN Separation welcomes industry professionals visiting Asiawater 2026 to stop by our booth.
? Hall 6, Booth B602
Our team will be pleased to discuss solid-liquid separation solutions, decanter centrifuge applications, and potential cooperation opportunities.
We look forward to meeting you in Kuala Lumpur.





